01、前言
电解水制氢是未来最有发展潜力的绿色氢能供应方式,在“双碳”背景下,电解水制氢项目已经成为市场关注的热点话题。根据《中国氢能源及燃料电池产业白皮书(2020)》预测,2030年中国氢气需求量达3715万吨,2050年达9690万吨。有分析认为,电解水制氢将逐步作为中国氢能供应的主体,在氢能供给结构的占比将在2040、2050年分别达到45%、70%。按照IRENA的预测,到2030年,全球可再生能源制氢装机量将达到100GW,仅仅欧洲就将达到40GW的装机量。
从产业链分布看,制氢、燃料电池、储氢等氢能装备齐头并进,是产业投资最活跃领域,投资占比超过 80%。其中,制氢环节在项目数量、投资规模上均占比最高,也是上市公司参与较多的环节。A股上市公司中除了宝丰能源(600989),A股中还有部分上市公司也在布局电解水制氢项目,例如“硅片龙头”隆基股份(601012.SH)、阳光电源(300274.SZ)、先导智能(300450.SZ)等。
目前,氢气的制取主要有三种主流的技术路线:以煤炭、石油、天然气为代表的化石能源重整制氢(灰氢),以焦炉煤气、 氯碱尾气、丙烷脱氢为代表的工业副产物提纯制氢(蓝氢);以电解水制氢为代表的可再生能源制氢(绿氢)。
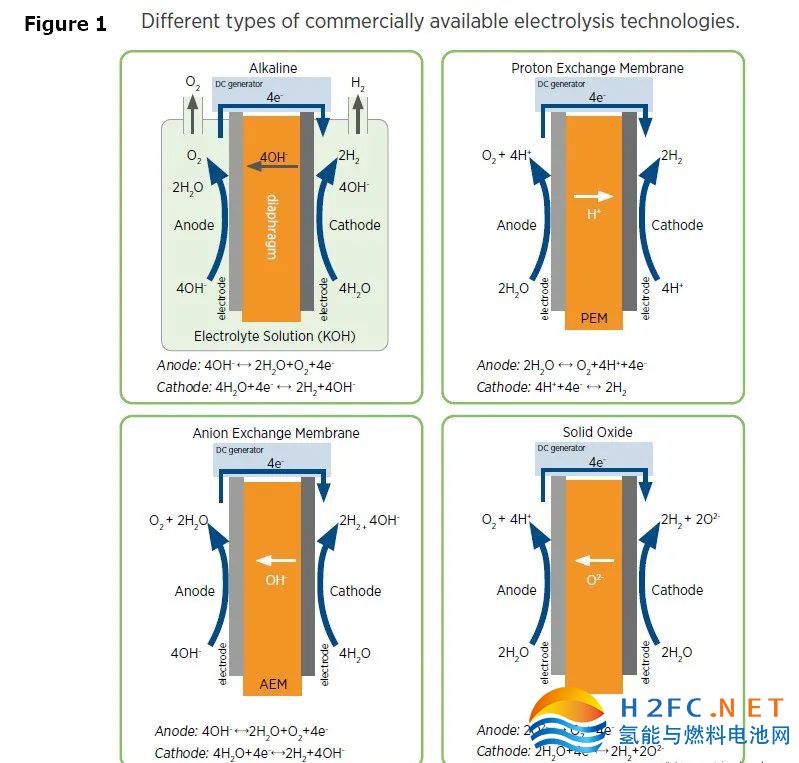
电解水制氢技术主要有四种:碱性水电解(Alkaline, ALK)、质子交换膜水电解(PEM)、阴离子交换膜电解(AEM)和固体氧化物水电解(SOE),国内目前成熟商业化应用的技术是碱性水电解制氢(ALK), 处于示范应用的是质子交换膜电解(PEM), SOE电解水技术和阴离子交换膜电解(AEM)更多处于实验室研发阶段。
招商证券预计,5-10年内,电解水制氢成本将降至20元/kg以内,成本下降的驱动力主要来自两块,“光伏、风电等可再生能源发电成本的大幅下降”和“电解槽设备成本随着技术进步和规模化将在2030年前下降60%-80% ,电解水制氢系统的耗电量和运维成本降低。”
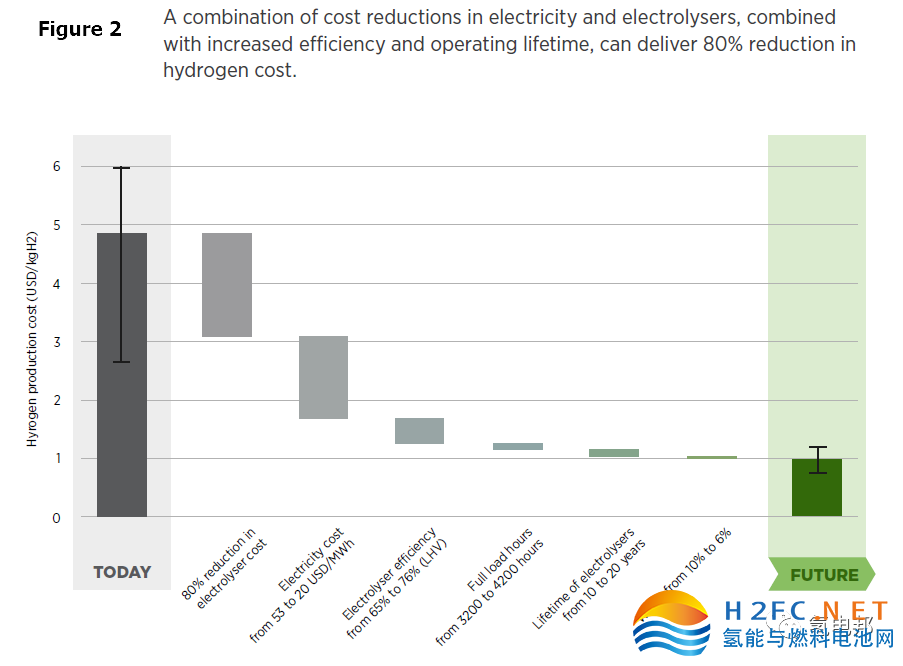
按照IRENA的报告,未来10年内,电解槽的成本将下降80%以上,通过可再生电力电价下降、电解槽效率提升、电解槽运行时间加长、电解槽寿命提升、资金成本下降等措施,可以推动实现电解制氢的整体成本下降80%以上。
目前来看,碱性电解槽的成本较低,经济性较好。随着燃料电池技术的不断成熟,PEM电解槽的成本和市场份额将逐渐提高,与碱性电解槽接近持平,并根据各自与可再生能源电力系统的适配性应用在光伏、风电领域。
根据中国氢能联盟2021年发布的《可再生氢100行动倡议》,力争到2030年实现国内可再生能源制氢装机规模达到100吉瓦。100吉瓦大概相当于我国光伏发电两年的新增装机规模,实现这个目标其实并不容易,影响可再生能源制氢进程的最大因素就是成本。目前,这一成本在每公斤30块钱上下,而业内希望用10年时间,把成本降到每公斤15块钱,这样一来,氢能无论是做工业原料还是燃料,都会有很强的竞争力。
02、碱性制氢技术特点
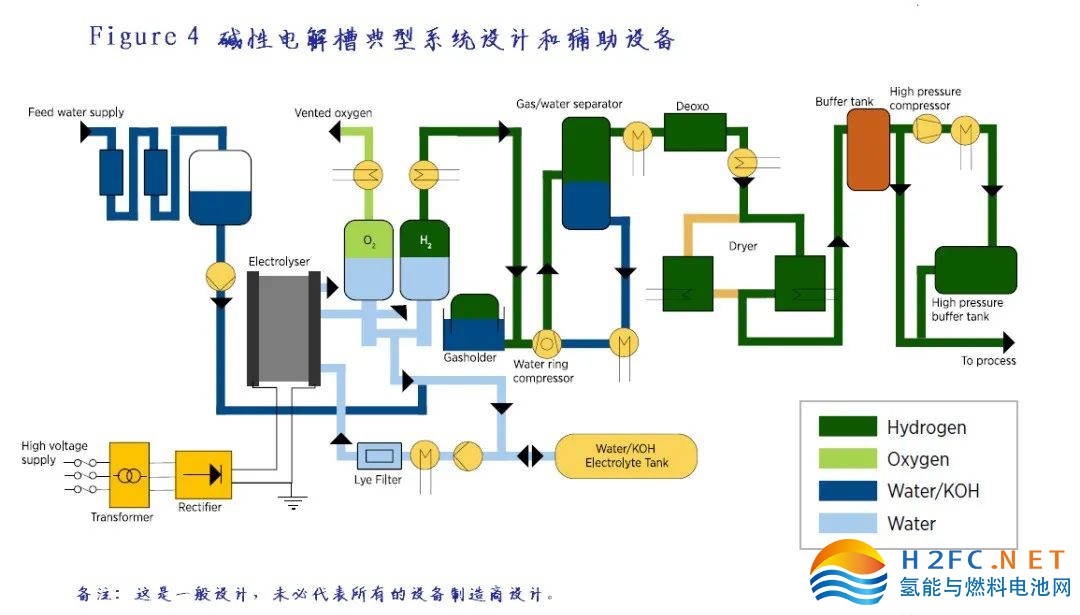
一般来说,电解槽包括电堆(STACK), 在电堆中水被分裂成氢气和氧气;电解槽还包括BOP辅助设备,有供电、供水、提纯、压缩等设备,也可能有氢气缓冲容器和氢气处理装置。电堆和辅助设备都是成本的重要组成部分,就目前短期来说,最大的成本下降空间在辅助设备,当然同时也要在电堆上投入研发去提升电堆性能和寿命,在此中间可能还要考虑各种权衡利弊,比如提升性能可能会带来对电堆寿命的影响等等。
2.1、电池层面
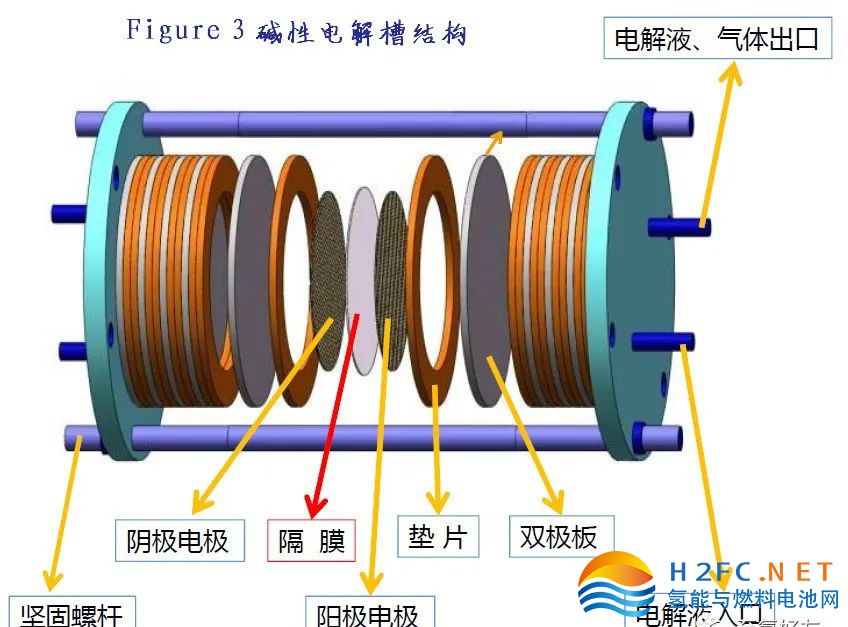
相比其他电解技术,碱性电解槽的电堆和系统设计都简单一些,也容易制造。目前,碱性电解槽的电极面积已经高达3平方米,它们以高浓度的氢氧化钾(30%KOH)作为电解液,电解槽隔膜是由开放式网状聚苯硫醚(PPS)织物组成,该PPS织物上再匀称地涂有聚合物和氧化锆(ZrO2)的混合物,而电极材料是不锈钢材料上喷涂一层金属镍。
在电池中,离子电荷载体是氢氧根离子(OH⁻),KOH和水能够透过隔膜的多孔结构进行渗透,以此提供电化学反应功能。电解液的渗透会导致溶在电解液中的氢气和氧气产品的互相混合,这限制了更低的电压操作范围,也限制了碱性电解槽在更高压力下运行的能力。为了防止氢氧气的混合,电解槽制造商使用更厚的隔膜,但这会带来更高的电阻和更低的电解效率。有时有些电解槽制造商还会在电极和隔膜之间再加入垫片,以进一步防止气体的混合。这种更厚隔膜或加入垫片的设计导致高的电极间欧姆电阻,大大降低了给定电压下的电流密度。今天的先进电解槽设计,采用零间隙的电极、更薄的隔膜(500um)和不同的电催化剂概念来提高电流密度,这些先进设计降低了碱性电解槽技术与PEM电解技术相比的差距。
2.2、系统层面
系统部件
电解槽有关的设备受到技术选择的影响,有必要对不同的零部件进行一体化设计,在满足需求的同时达到低的成本。
碱性电解槽要求对进出电堆的电解液(KOH)进行循环,这样产生的压降可能需要泵送设备加压,虽然占整体耗电不到0.1%,但有些电解槽供应商的设计可能会因此消耗更多的电。有些碱性电解槽设计不采用泵送外设。碱性电解液在离开电堆之后,需要和产生的气体(O2/H2)通过气液分离器进行分离,分离之后的电解液重新回流到电堆,这样液体和气体就分别从底部和顶部进行分离(见Figure 4),分离器中的水柱还可以充当缓冲容器。
水管理系统调节每一个气液分离器的液位,同时需要考虑渗透通过隔膜的水量,因为在电解槽电化学反应中,水被溶剂化的分子和电荷传送到阳极,在阴阳极的气液分离器之间也需要安装一个混合管,用来平衡电化学反应中产生/消耗的氢氧根电荷。这种平衡阴阳极之间电荷的要求使得电堆在不同的压力下运行带来更多的挑战。
氢气处理:压缩
从电解槽中得到的氢气是气态的,通常从大气压力到30bar的压力。为了有利于运输,同样重量的氢气当然体积越小越好。我们之前的文章讨论过关于氢气储存的方法,要实现更小的氢气体积无非就是以下几种方法:要么加压对氢气进行压缩,要么将其低温液化,要么用LOHC液态有机氢气载体的办法。对气体压缩能实现很大的不同,譬如将氢气从大气压下压缩到70Bar, 那么气体的体积就减少了65倍。而如果将氢气从大气压下压缩到1000bar,那么体积将减少625倍,氢气液化后体积减少的倍数是870倍。
主要有三种方法实现压缩:一是标准分开式的压缩机,二是改变电解槽的操作压力,三是使用独立的电化学装置。单纯从设备数量和工艺复杂性来说,在电解槽中同时实现氢气生产和氢气压缩当然是最有吸引力的方案。但是由此带来的劣势是要求电解槽的设计能够抗受高的压力(成本考虑),还有就是气体通过隔膜进行渗透的潜在可能性会提高。随着电解槽里面的压力提高,气体的渗透损失提高,这意味着更多的氢气出现在氧气端(阳极)而不是出现在产品端(阴极),因此将带来更多的能源消耗以及阳极更大的安全风险。
总体来说,氢气产品的压缩在成本整体制氢成本中占很小的一部分。在这两方面,可以考虑两个因素:第一个因素是规模。大功率、大型的压缩机肯定比小型的压缩机效率要高,因此带来更小的成本。第二个因素是最终交付的氢气压力。如果压力高于电解槽本身所需的操作压力,那么需要进行机械压缩。在这种情况下,采用大功率的压缩机设计,能够达到电解槽中的成本下降,这将是比较有吸引力的。
电力系统
电力供应系统在电解槽中占的成本分量比较重(占总成本的20-30%),但是有很大的降本空间。对一个小规模的电解工厂来说,电力供应通常作为电解槽制造商们卖给用户的设备套装中的一部分,或者来自EPC承包商给每个工厂进行定制化的设计。随着工厂设施的规模增长,大型电力设备制造商将提供标准化的大型电站规模级的电力供应系统。另外,通过对电解工厂不同设备进行仔细的系统整合,可以进一步实现优化,优化整个电解工厂而不是单独的设备,充分利用辅助设备中不同部分的效率提升,包括电力供应系统。
电解水制氢工业从太阳能发电行业的改进、效率提升中受惠良多,电力供应在最大化电解工厂的效率方面也扮演了一个重要的角色。按照Kim et. al. 2013年的一份研究表明,尽管电解槽电堆随着电压升高、功率升高带来效率的线性下降,但是整流器在低的负载下效率也很低。取决于所期望的运行条件,电力供应系统的规模和设计能够得到优化,从而最大化系统的效率,也就是从电力输入到氢气输出之间效率损失的最小化。
总体来说,能通过规模经济、标准化的设计、专业电力设备供应商的参与而非电解槽制造商自行设计,电力供应系统的成本能够得到下降。
另外,绿氢生产中所需要用到的水,因为水不构成规模化放大电解制氢的障碍,水和供水系统在整体成本中的占比也几乎可以忽略不计,因此在本节中就不做过多介绍。
2.3、电解槽设计中需要考虑的折衷
从供应端来说,绿氢的前景取决于电解槽的性能,研发策略需要考虑解决的关键维度包括:
电解电池、电堆、系统的效率提升(降低制氢运营成本);
电堆电流与电池和电堆的容量直接相关,也和氢气生产直接相关;
寿命提高到超过10万小时;
CAPEX投资成本下降(电堆和系统)。
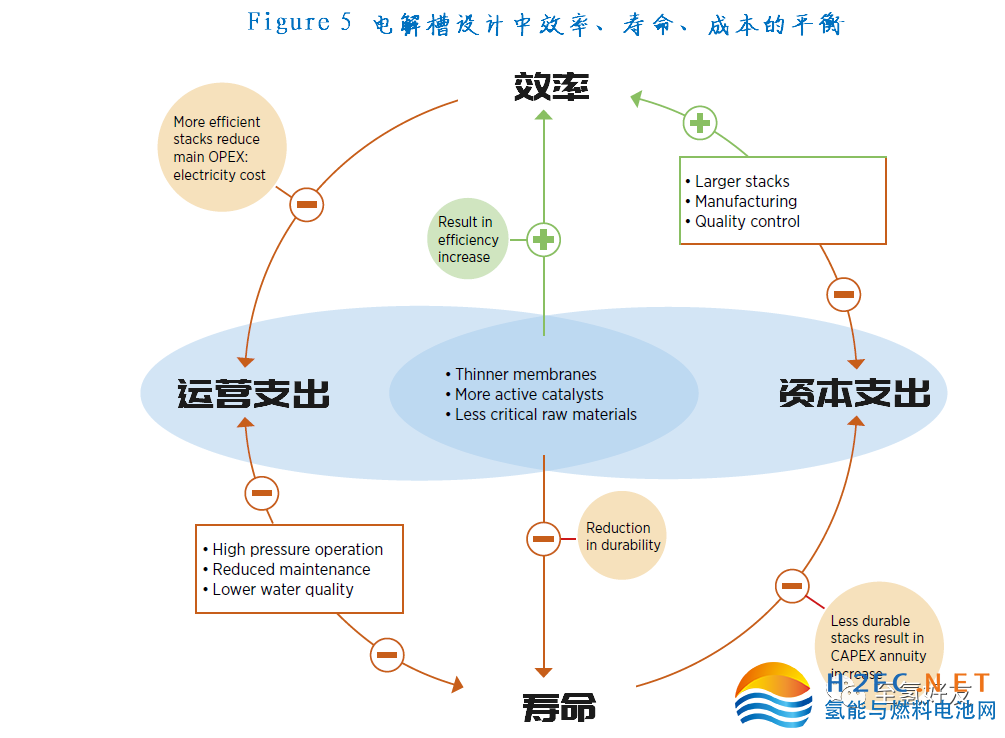
但是,这四个维度是相互关联的,一个维度改善往往导致另一个维度上的性能变差。比如,加大隔膜厚度当然可以带来机械强度以及使用寿命的提升,但是它同时提高了电荷传输的电阻,这样就带来电解效率的下降。诚然,更长的使用寿命对投资成本下降贡献良多,但是更低的电解效率,电力消耗更高,又导致更高的运营成本。图5(Figure 5)显示了一些独立的选择决定可能对其他维度带来的正面或负面的影响。
电解槽应用于某一特定的商业案例也会影响这些参数的优化。比如,一个电解槽如果和光伏发电耦合,一年通常只能运作少于2000个小时,这样使得资本成本变成一个需要重点解决的参数。在如此有限的运营小时,寿命就不是一个需要重点考虑的问题了,因为短的运营时间将带来更长的实际使用寿命。这可能会考虑使用稍为便宜的材料,但是退化更快一些。如果一个电解槽和光热发电(CSP)进行耦合,那么就是另一种情况了。光热发电有更长的年运营小时,但是电力价格更高一些,使得效率变成一个更为重要的运营成本考虑点。
通常来说,电解槽一个维度性能的提升,将不可避免带来另一个维度性能的下降。这就要在创新研发的过程中需要多方考虑,取得平衡和折中,而不是单一性能的最佳设计。
有关于材料和零部件的寿命
电解槽的寿命是一个累积通过电堆的电流的函数。碱性电解槽目前是最稳定耐用的,已经在行业中证明可以使用超过30年寿命。影响寿命的一些考虑因素包括:
气体渗透。我们知道在电解槽中,隔膜暴露在不断流动的KOH溶液中,气体渗透,还有因为电极涂层上杂质沉淀而产生的局部过热点。这将最终形成小的针孔故障,随着时间推移针孔故障变大,导致气体污染。由于电堆有很大的面积,达到直径3米,并且有上百个甚至几百个电池,因此对针孔故障进行检查似乎不大可行。相反,对氧气流进行监测,当氧气流中的氢浓度达到2%时,电堆就要送去维修或进行其他处置。一个解决方案是使用聚苯硫醚(PPS) 织物,这会给氢气生产效率带来负面影响,但是对寿命有好处,因为它能限制气体的渗透。
电极。在一些系统设计中,通过使用一个几微安培的无功保护电流来防止阴极和阳极的电极钝化,避免阴极的反转电位。
镍合金。高度腐蚀性的高浓度KOH溶液需要无机物氧化锆(ZrO2)隔膜,镍基或锌基的材料。要求镍合金中不能含铬和铁金属,因为这两种金属会在电解液中释出,最终污染电极而降低电解效率和电极寿命。
水中杂质。低品质的水质将导致设备的老化退化,因此设备的使用寿命受到影响。很多元部件,包括隔膜及其他部件可能会被水中的杂质如铁,铬,铜,硅,铝,硼受到不良的影响。
氢气生产设施的效率
绿氢生产设施的系统效率,用生产每公斤氢气消耗多少kWh电力来衡量(kWh/kgH2),是电池效率、电堆效率、辅助设备(BOP)等各自效率的结果。
电池:效率曲线随着负载水平从高到低而呈线性下降,因此电流输入越高,电堆效率越低。自然来说,电池运作时间越长,由于老化原因电池的效率会降低。在实际运行中,电池电压是实际测量的参数用来推断系统的性能,这样的方式我们可以知道,电池电压越高,电堆的效率就越低。碱性电解槽通常运行在0.2-0.8 kW A/cm2的电流密度范围内,主要是由于目前使用的隔膜和电极无法在更高电流密度的条件下运行。
BOP辅助设备:一系列系统元件,例如冷却,提纯,热管理,水处理等等,为了正常运行也需要消耗电力,因此也需要在整体效率中予以考量。系统效率损失可以通过以下进行减少:采取以系统为整体的思考方法来设计电解槽设施;使用市面上能大量供应而不是定制化的元部件/原材料;最大化考量包括BOP在内的系统效率提升,有时根据特定的应用场景进行一些调整设计。整流器是BOP中的一个关键元件。笔者回忆起20年前在一个大型PCB工厂担任电镀制程的制造工程师时,当时通过整修替换一些老化的整流器,而使整个工序的单位用电强度得以大大降低。通常来说,整流器的效率在低负载的时候比较低,随着负载到15-20%的时候效率快速改善,从这个负载开始然后保持相对高的效率运行。因为这个缘故,多个电堆使用同一个整流器,这样整体的效率会得到提升。采取这种方式,将降低所需要的整流器,投资成本降低,同时也能保持在较高效率水平运行,这种方式特别适合20MW或更大规模的制氢工厂。当然作为一个缺点,系统变得没有那么灵活。
2.4、成本:目前状态
尽管市场已经可以供应,技术也已经成熟,但是从投资成本和运行成本来看,与传统化石能源制氢(灰氢、蓝氢)相比,无论是碱性电解槽还是PEM电解槽仍然有很大的成本下降空间。PEM电解槽更是比碱性电解槽贵超过50-60%以上,给这些非化石能源制氢技术的市场渗透造成了很大的障碍。当考虑到经济规模,自动化,零部件供应商增加,大规模市场需求,能源存储的大量部署应用等这些因素,碱性电解槽和PEM电解槽都被认为还有很大的成本下降空间。
目前这个阶段对电解槽进行成本估计主要有两个问题。第一个是考虑到电解槽供应商出于保密和保持竞争力的诉求,缺乏相关的数据。第二个是成本评估的边界还在变化中,没有办法保持稳定一致。面对这些挑战,只能通过文献查找,行业专家咨询验证,同行专家评估等得到侧面的验证和评估。
如下图6中显示,在电堆中,超过50%的成本和电极/隔膜有关,与之对比的是PEM电解槽中CCM占到电堆成本的25%左右。大量的成本和电极制造相关,在制造这个环节,边干边学、制造工艺的自动化、规模经济都会对降低成本、提高生产效率起到重要的作用。碱性电解槽中,双极板的成本只占很小的一部分,而在PEM电解槽中双极板的成本占到50%以上,因为在碱性电解槽中双极板设计相对简单,制造相对容易,而且使用相对便宜的材料(表面涂覆镍层的不锈钢)。
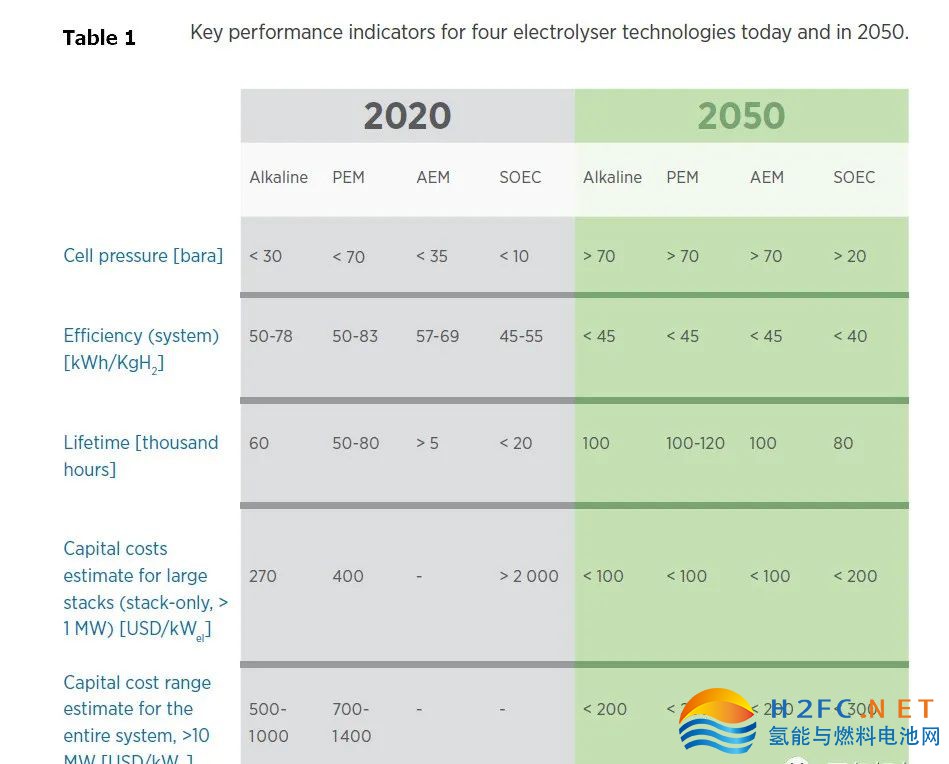
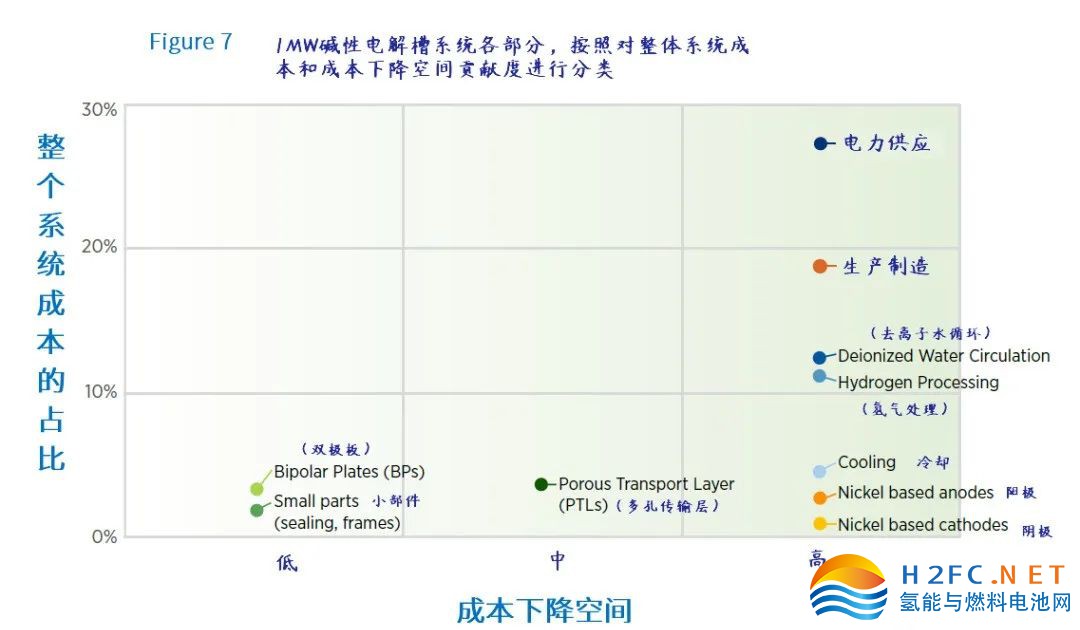
根据有关报道和市场了解到的情况,目前碱性电解槽系统的出货价在2000元/KW左右,已经低于表1中2020年碱性槽的KPI指标下限(500美元/KW),但还有很多的成本下降空间。结合上图6中每个零部件在整体系统的成本占比,可以看到碱性槽未来成本下降空间的优先考虑方面:电力供应是一个最大的成本下降方面,接下来是电极和隔膜的生产制造方面。根据我们的了解,目前已经有国内的厂商能生产同等质量的复合材料隔膜,且目前成本在600-800元/平米之间,之前主要有国外厂商如AGFA供应,隔膜材料成本在两倍以上。




 手机浏览网
手机浏览网




