氢能全产业链包括“制—储—运—输—用”五大环节,其中制氢是第一个重要环节。碳排放量较低的制氢方式有技术相对成熟的电解水制氢和甲醇重整制氢,以及生物或生物质制氢、垃圾制氢、太阳能光解水制氢、热化学分解水制氢等试验性方法。
近年来,垃圾制氢以其成本优势获得了学术界和产业界的关注。垃圾气化制氢的总生产成本约为28.74元/千克,其中垃圾气化工段成本为13.80元/千克,合成气净化、氢气分离提纯工段成本为14.94元/千克。按照这一测算,垃圾制氢成本比我国已建电解水示范项目的氢气成本36.4元/千克要低。形成规模效应后,成本有望降到20元/千克以下,与天然气等化石能源制氢技术成本相当。
图源Pexel
垃圾制氢项目的收入方面,除了氢气销售收入,还包括垃圾处理费、残渣销售收入,以及可能的碳交易收入,能有效分摊制氢成本、降低氢气价格。此外,垃圾制氢技术还具有重要现实意义:
助推垃圾处理减量化、资源化、无害化。与填埋、堆肥和焚烧等传统垃圾处理方式相比,气化占地面积小,不产生二恶英等有毒有害物质,处理后的气体和残渣均可利用。
缓解局部资源短缺导致的制氢瓶颈。鉴于部分地区垃圾量大、分布广泛,以垃圾为原材料制氢,有助于各地区丰富氢能来源、增加氢气供给、缓解用氢紧张。
从这两个角度出发,发展垃圾制氢具有积极的意义。那么垃圾制氢现在发展如何了?
一、垃圾制氢技术研究现状
根据技术原理的不同,垃圾制氢技术可分为热化学和生物化学两大类。
1、热化学技术
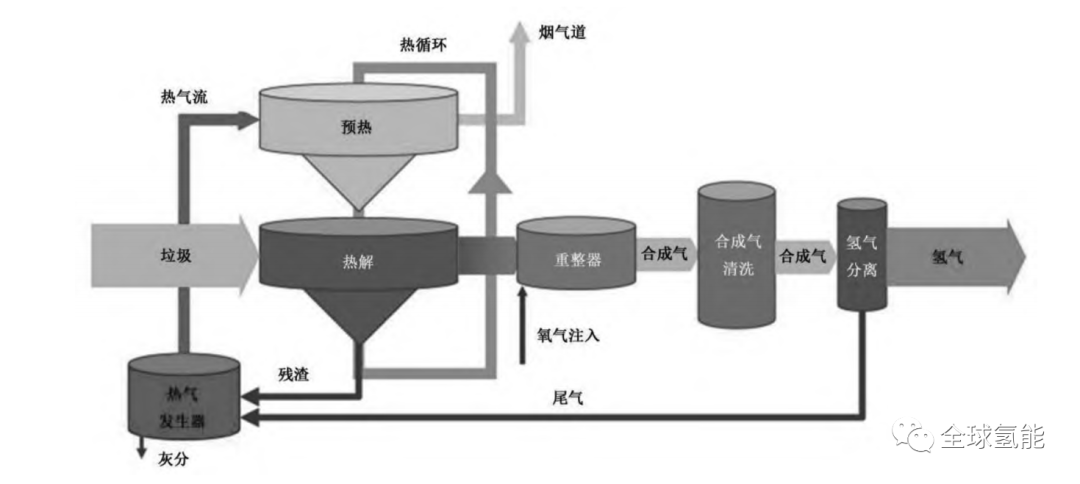
热化学技术顾名思义是基于热化学过程的垃圾制氢技术,原理是有机物在缺氧、高温条件下被分解为以氢气、一氧化碳、甲烷为主的合成气;无机物则被熔化成金属和玻璃体渣,用于路基、建材等的原材料。典型的热化学过程包括热解和气化,热解可用于气化之前,以提高原料的热值。
图 垃圾热解-重整两阶段制氢简化流程
热化学技术适用于可燃固体废弃物,它是垃圾中的可燃组分,常见的可燃固体废弃物包括纸类、塑料类、木料类、织物类以及垃圾衍生燃料。热化学过程在垃圾处理方面的优势在于减量化,可以最大程度保留垃圾填埋场的空间。据测算,热化学处理后,垃圾质量减少70%——80%,体积减小约80%——90%。
研究成果表明,不同条件下,基于热化学技术的垃圾制氢方式的氢气产率范围较大,每千克可燃固体废弃物能生产氢气约20——178.7克。氢气产率最高的研究来自Wu和Williams,垃圾种类为聚丙烯塑料,制氢方式为热解(500℃)与气化(900℃)两阶段反应,反应过程中加入了Ni-Mg-Al作为催化剂,产物氢气的浓度为41.65%,氢气产率为178.7g/kg。
2、生物化学技术
基于生物化学过程的垃圾制氢技术,原理是利用微生物分解垃圾中的有机物以产生氢气,典型的过程包括光发酵和暗发酵。
暗发酵制氢是指在常压、缺氧、黑暗条件下,通过厌氧菌分解垃圾中的有机物产生氢气,其他产物通常为有机酸、醇、丙酮以及CO2。
影响氢气产率的因素很多,包括底物类别、底物浓度、菌株种类、反应时间、温度、pH值、氢气分压等。由于微生物发酵施加的热力学限制,较高的底物浓度将导致较低的氢气产量。此外,过高的氢气分压对产率也有负面影响,及时移除产生的氢气有助于提高氢气产率。随着氢气分压的增加,乳酸和乙醇等其他产物的浓度增加,氢气合成减少。
光发酵制氢是指在常压、厌氧、光照条件下,通过光合细菌分解垃圾中的有机物产生氢气。
光转换效率、微生物菌株、垃圾类型以及反应条件共同对氢气产率施加影响。最佳的反应条件主要取决于菌株种类,通常温度为35——37℃,pH为5——7左右。生物化学制氢的能源消耗强度远低于热化学过程,但氢气产率和反应速率较低。
研究结果表明,各类市政污泥和餐厨垃圾发酵制氢的氢气产率约为8.6——174.6mL/gVS。氢气产率最高的研究来自Cheng等,反应采用餐厨垃圾和污水污泥共同发酵的方式进行,有机负荷为20gVS/L,发酵温度为35℃,初始pH为6.0,总碳转化效率为63.3%,能量转化效率为56.6%,氢气产率为174.6mL/gVS。
二、垃圾制氢产业化进展
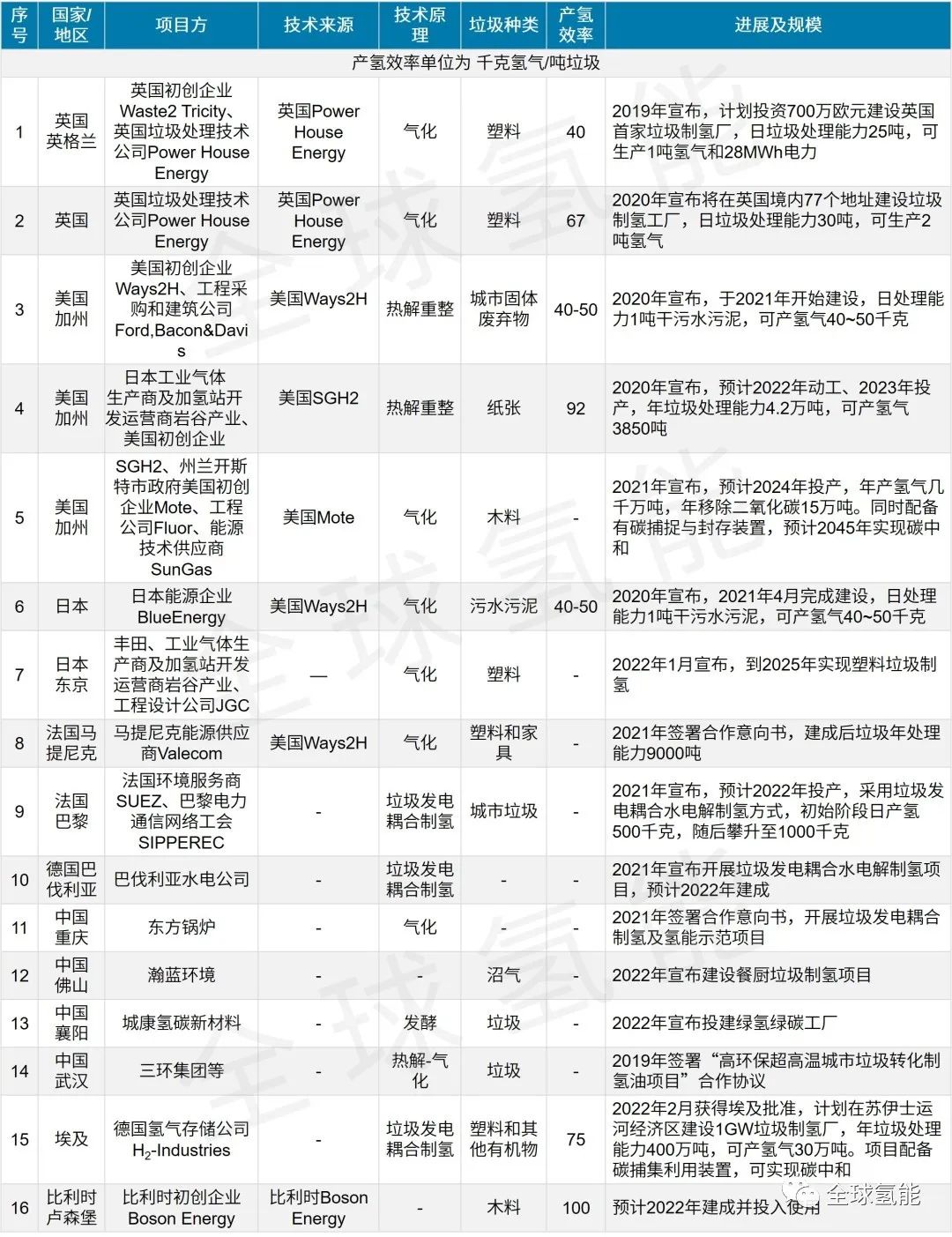
随着氢能重要性的提升,近年来许多企业开始探索垃圾制氢产业化。据不完全统计,全球已有16个垃圾制氢产业化项目,主要分布在欧洲、美国、日本等,详情如图所示。
图2 全球垃圾制氢项目
我国是世界第一制氢大国,2019年氢气产量约3342万吨,占全球总量的37.13%。其中,煤制氢、天然气制氢、工业副产氢等方式占比分别达到63.54%、13.76%、21.18%,电解水制氢总量约50万吨,仅占1.50%。低碳、清洁的氢气尚未实现大规模供给。
国内企业也积极探索垃圾制氢,已成为该领域的“先行者”。
2019年,三环集团等企业达成“高环保超高温城市垃圾转化制氢油项目”合作协议,项目采用纯氧燃烧、超高温气化的方式处理城市垃圾,所产生氢气可满足1000辆氢燃料电池大巴日常使用。
2021年,东方锅炉与重庆市潼南区签订了垃圾发电耦合制氢及氢能示范项目合作意向书,建成后有望成为我国首个垃圾制氢产业化示范项目。
进入2022年,随着“十四五”时期“无废城市”建设工作的启动,越来越多企业进入垃圾制氢领域。
城康氢碳新材料宣布在湖北省襄阳市投建“垃圾制氢+碳资源化”绿氢绿碳工厂,采用城市垃圾资源化制沼气、沼气资源化制氢固碳的两阶段反应方式,设计年处理城市固废30万吨,减少碳排放35万吨,年产高纯度绿氢550吨、炭黑1650吨,预计年内建成。
瀚蓝环境宣布年内将在佛山市南海区建设餐厨垃圾制氢项目,以餐厨垃圾和渗滤液产生的沼气以及绿色工业服务中心铝灰处理项目中的富氢气体作为原料气,设计年处理沼气2400吨,产氢气2200吨,减少碳排放量100万吨。
垃圾制氢作为一种新兴的低碳氢供给方式,也有望在我国氢能产业发展中起到重要的支撑作用。
三、当前面临的主要问题
当前垃圾制氢技术研发及产业化面临的主要问题主要有以下四个方面。
1、减碳仍是难题
虽然垃圾制氢的优势突出,但不可忽视的是,垃圾中的有机物经高温气化将产生大量CO2。这也意味着,要让垃圾制氢变得低碳环保,碳捕集封存利用不可或缺。2021年12月,美国初创企业Mote宣布,将在2024年前建成一座利用木质废料、配备有碳捕捉与封存装置的制氢工厂,从全生命周期来看,该制氢工厂有望成为全球首个“零碳”绿氢工厂。
2、能源利用效率偏低
制氢过程需要消耗能源,从能源利用的角度看,垃圾制氢效率远低于甲烷蒸汽重整、水电解等方式。研究结果表明,垃圾气化、甲烷蒸汽重整、水电解制氢的热效率分别为35%——50%、70%——75%和75%——80%。垃圾的种类、尺寸、形状和含水量等因素都会影响反应器效率和氢气产率,进而影响制氢能源利用效率。
3、垃圾质量不达预期
我国城市生活垃圾与发达国家城市生活垃圾差异较大,厨余含量高、含水率高、热值低,对项目运行的稳定性和经济性,以及污染物的达标排放存在影响。同时,垃圾原料性质是垃圾气化反应器和系统的主要设计依据,若直接引进国外主流技术,可能出现水土不服的情况。
4、气化技术有待进步
垃圾气化制氢是在垃圾气化技术上衍生出的新技术,而垃圾气化技术对产业技术基础要求较高。国外对垃圾气化技术的研究起步比较早,在热分选气化技术和等离子体气化技术等领域有较多积累,已研发出工业级技术设备。例如,美国西屋等离子体公司在20世纪90年代就取得较大进展,并于2003年在日本建设了220吨/天的用于处理生活垃圾和汽车废渣的等离子体气化工厂,产物合成气用于发电。然而,我国等离子体气化技术直到2018年才进入工程应用阶段。
垃圾制氢作为一种新兴的低碳氢供给方式,也有望在我国氢能产业发展中起到重要的支撑作用。研发大规模、低成本、低碳排放量的制氢技术是氢能实现产业化的前提条件,是氢能产业发展亟待解决的问题。从我国垃圾原料性质、制氢技术进展等看,可以从垃圾分类、制氢技术装备研发、碳捕集封存利用技术创新、项目试点示范等方面推进我国垃圾制氢研发与产业化进程。




 手机浏览网
手机浏览网




